


चांगले साध्य करण्यासाठीपीसीबी डिझाइन, एकूणच रूटिंग लेआउट व्यतिरिक्त, लाइन रुंदी आणि अंतराचे नियम देखील महत्त्वपूर्ण आहेत. कारण लाइन रुंदी आणि अंतर सर्किट बोर्डची कार्यक्षमता आणि स्थिरता निश्चित करते. म्हणूनच, हा लेख पीसीबी लाइन रुंदी आणि अंतरासाठी सामान्य डिझाइन नियमांची सविस्तर परिचय प्रदान करेल.
हे लक्षात घेणे महत्वाचे आहे की सॉफ्टवेअर डीफॉल्ट सेटिंग्ज योग्यरित्या कॉन्फिगर केल्या पाहिजेत आणि रूटिंग करण्यापूर्वी डिझाइन नियम तपासणी (डीआरसी) पर्याय सक्षम केला जावा. राउटिंगसाठी 5 मिल ग्रीड वापरण्याची शिफारस केली जाते आणि समान लांबीसाठी 1 मिल ग्रिड परिस्थितीच्या आधारे सेट केले जाऊ शकते.
पीसीबी लाइन रुंदीचे नियमः
1. रूटिंग प्रथम भेटले पाहिजेउत्पादन क्षमताकारखान्याचा. ग्राहकांसह उत्पादन निर्मात्याची पुष्टी करा आणि त्यांची उत्पादन क्षमता निश्चित करा. ग्राहकांद्वारे कोणतीही विशिष्ट आवश्यकता प्रदान केली नसल्यास, लाइन रुंदीसाठी प्रतिबाधा डिझाइन टेम्पलेट्सचा संदर्भ घ्या.
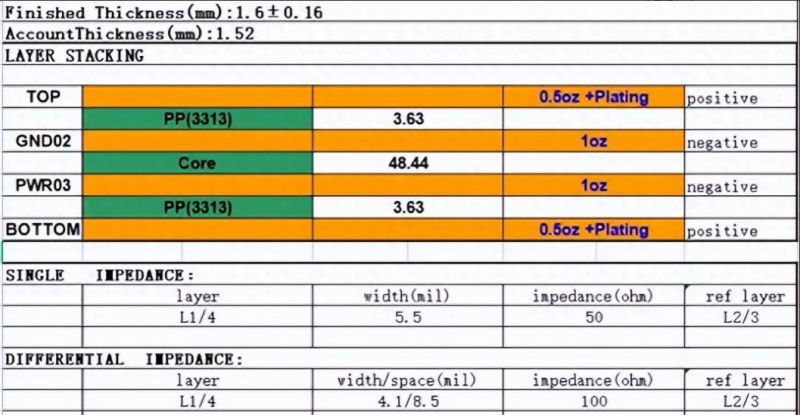
2.प्रतिबाधाटेम्पलेट्स: ग्राहकांकडून प्रदान केलेल्या बोर्ड जाडी आणि थर आवश्यकतांवर आधारित, योग्य प्रतिबाधा मॉडेल निवडा. प्रतिबाधा मॉडेलच्या आत गणना केलेल्या रुंदीनुसार लाइन रुंदी सेट करा. सामान्य प्रतिबाधा मूल्यांमध्ये एकल-समाप्ती 50ω, भिन्नता 90ω, 100ω, इ. समाविष्ट आहे. 50ω अँटेना सिग्नलने समीप स्तराच्या संदर्भात विचार केला पाहिजे की नाही ते लक्षात घ्या. खाली संदर्भ म्हणून सामान्य पीसीबी लेयर स्टॅकअपसाठी.
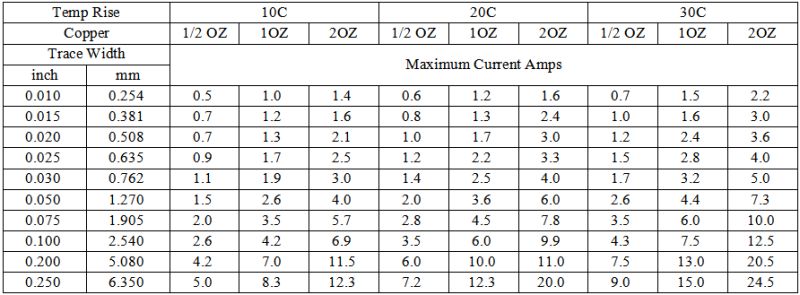
3. खालील आकृतीमध्ये दर्शविलेल्या, लाइन रुंदीने सध्याच्या वाहून जाण्याच्या क्षमतेची आवश्यकता पूर्ण केली पाहिजे. सर्वसाधारणपणे, अनुभवाच्या आधारे आणि रूटिंग मार्जिनचा विचार करण्याच्या आधारे, पॉवर लाइन रुंदी डिझाइन खालील मार्गदर्शक तत्त्वांद्वारे निश्चित केले जाऊ शकते: 10 डिग्री सेल्सियस तापमानात, 1 ओझ तांबे जाडीसह, 20 मिल लाइनची रुंदी 1 ए च्या ओव्हरलोड करंट हाताळू शकते; 0.5 ओझ तांबेच्या जाडीसाठी, 40 मिल लाइन रुंदी 1 ए च्या ओव्हरलोड करंट हाताळू शकते.
4. सामान्य डिझाइनच्या उद्देशाने, लाइन रुंदी शक्यतो 4 मिलच्या वर नियंत्रित केली जावी, जी बहुतेकांच्या उत्पादन क्षमता पूर्ण करू शकतेपीसीबी उत्पादक? अशा डिझाइनसाठी जेथे प्रतिबाधा नियंत्रण आवश्यक नाही (मुख्यतः 2-लेयर बोर्ड), 8 मिलपेक्षा जास्त लाइन रुंदी डिझाइन केल्याने पीसीबीची उत्पादन किंमत कमी करण्यास मदत होते.
5. विचार करातांबे जाडीराउटिंगमध्ये संबंधित लेयरसाठी सेटिंग. उदाहरणार्थ 2 ओझे तांबे घ्या, 6 मिलच्या वरील रेषा रुंदी डिझाइन करण्याचा प्रयत्न करा. तांबे जाड, रुंदीची रुंदी. नॉन-स्टँडर्ड तांबे जाडी डिझाइनसाठी फॅक्टरीच्या उत्पादन आवश्यकता विचारा.
6. 0.5 मिमी आणि 0.65 मिमी पिचसह बीजीए डिझाइनसाठी, विशिष्ट भागात 3.5 मिल लाइन रुंदी वापरली जाऊ शकते (डिझाइनच्या नियमांद्वारे नियंत्रित केले जाऊ शकते).
7. एचडीआय बोर्डडिझाईन्स 3 मिल लाइन रुंदी वापरू शकतात. 3 मिलच्या खाली लाइन रुंदी असलेल्या डिझाइनसाठी, ग्राहकांसह कारखान्याच्या उत्पादन क्षमतेची पुष्टी करणे आवश्यक आहे, कारण काही उत्पादक केवळ 2 मिल लाइन रुंदीसाठी सक्षम असू शकतात (डिझाइनच्या नियमांद्वारे नियंत्रित केले जाऊ शकतात). पातळ रेषा रुंदी उत्पादन खर्च वाढवते आणि उत्पादन चक्र वाढवते.
8. एनालॉग सिग्नल (जसे की ऑडिओ आणि व्हिडिओ सिग्नल) जाड रेषांसह डिझाइन केले जावे, सामान्यत: सुमारे 15 मिल. जर जागा मर्यादित असेल तर लाइन रुंदी 8 मिलच्या वर नियंत्रित केली जावी.
9. आरएफ सिग्नल दाट रेषांसह हाताळले पाहिजेत, जवळच्या थरांच्या संदर्भात आणि 50ω वर नियंत्रित प्रतिबाधा. आरएफ सिग्नलवर बाह्य थरांवर प्रक्रिया केली पाहिजे, अंतर्गत स्तर टाळले पाहिजे आणि व्हीआयएएस किंवा थर बदलांचा वापर कमी केला पाहिजे. आरएफ सिग्नलला ग्राउंड प्लेनने वेढले पाहिजे, संदर्भ लेयर शक्यतो जीएनडी तांबे असेल.
पीसीबी वायरिंग लाइन स्पेसिंग नियम
1. वायरिंगने प्रथम कारखान्याची प्रक्रिया क्षमता पूर्ण केली पाहिजे आणि लाइन स्पेसिंगने कारखान्याची उत्पादन क्षमता पूर्ण केली पाहिजे, सामान्यत: 4 मिल किंवा त्यापेक्षा जास्त नियंत्रित केली जाते. 0.5 मिमी किंवा 0.65 मिमी अंतर असलेल्या बीजीए डिझाइनसाठी, काही भागात 3.5 मिलचे अंतर एक लाइन अंतर वापरले जाऊ शकते. एचडीआय डिझाईन्स 3 मिलची लाइन अंतर निवडू शकतात. 3 मिलच्या खाली असलेल्या डिझाइनने ग्राहकांसह मॅन्युफॅक्चरिंग फॅक्टरीच्या उत्पादन क्षमतेची पुष्टी करणे आवश्यक आहे. काही उत्पादकांची उत्पादन क्षमता 2 मिली (विशिष्ट डिझाइन क्षेत्रात नियंत्रित) असते.
2. लाइन स्पेसिंग नियम डिझाइन करण्यापूर्वी, डिझाइनची तांबे जाडी आवश्यकतेचा विचार करा. 1 औंस तांबे 4 मिल किंवा त्यापेक्षा जास्त अंतर राखण्याचा प्रयत्न करा आणि 2 औंस तांबेसाठी 6 मिल किंवा त्यापेक्षा जास्त अंतर राखण्याचा प्रयत्न करा.
3. योग्य अंतर सुनिश्चित करण्यासाठी विभेदक सिग्नल जोड्यांसाठी अंतर डिझाइन प्रतिबाधा आवश्यकतेनुसार सेट केले जावे.
4. वायरिंग बोर्डच्या फ्रेमपासून दूर ठेवले पाहिजे आणि बोर्डच्या फ्रेममध्ये ग्राउंड (जीएनडी) व्हियास असू शकते हे सुनिश्चित करण्याचा प्रयत्न करा. सिग्नल आणि बोर्ड कडा दरम्यान 40 मिलपेक्षा जास्त अंतर ठेवा.
5. पॉवर लेयर सिग्नलचे जीएनडी लेयरपासून कमीतकमी 10 मिल अंतर असले पाहिजे. पॉवर आणि पॉवर कॉपर प्लेनमधील अंतर कमीतकमी 10 मिली असावे. लहान अंतर असलेल्या काही आयसी (जसे की बीजीए) साठी, अंतर कमीतकमी 6 मिल (विशिष्ट डिझाइन क्षेत्रात नियंत्रित) योग्यरित्या समायोजित केले जाऊ शकते.
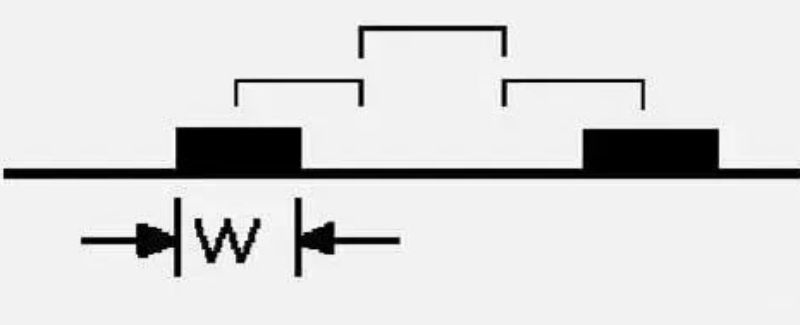
Ch. घड्याळे, भिन्नता आणि अॅनालॉग सिग्नल सारख्या महत्त्वाच्या सिग्नलमध्ये रुंदी (3 डब्ल्यू) च्या 3 पट अंतर असणे आवश्यक आहे किंवा ग्राउंड (जीएनडी) विमानांनी वेढलेले असावे. क्रॉस्टल्क कमी करण्यासाठी ओळींमधील अंतर 3 पट रुंदीच्या 3 पट ठेवावे. जर दोन ओळींच्या केंद्रांमधील अंतर रेषा रुंदीच्या 3 पटपेक्षा कमी नसेल तर ते हस्तक्षेपाशिवाय रेषांमधील 70% विद्युत क्षेत्र राखू शकते, जे 3 डब्ल्यू तत्त्व म्हणून ओळखले जाते.
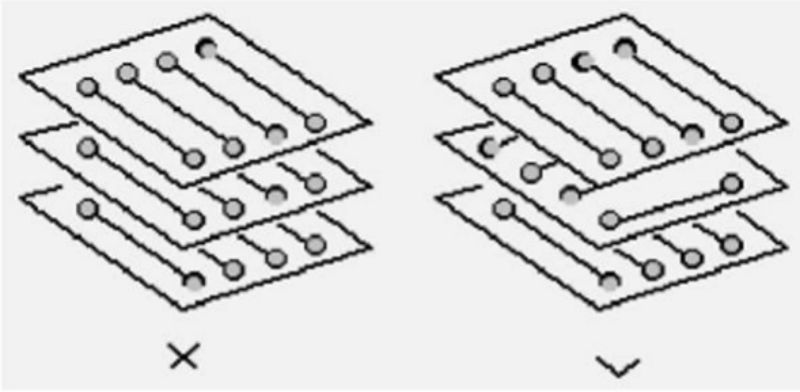
7. अॅडजॅसेंट लेयर सिग्नलने समांतर वायरिंग टाळले पाहिजे. अनावश्यक इंटरलेयर क्रॉस्टल्क कमी करण्यासाठी मार्ग दिशा एक ऑर्थोगोनल रचना तयार केली पाहिजे.
8. पृष्ठभागाच्या थरावर रूटिंग करताना, स्थापनेच्या तणावामुळे शॉर्ट सर्किट्स किंवा लाइन फाडण्यापासून रोखण्यासाठी माउंटिंग होलपासून कमीतकमी 1 मिमी अंतर ठेवा. स्क्रू होलच्या सभोवतालचे क्षेत्र स्पष्ट ठेवले पाहिजे.
9. पॉवर लेयर्सचे विभाजन करताना, जास्त प्रमाणात खंडित विभाग टाळा. एका पॉवर प्लेनमध्ये, वर्तमान वाहून नेण्याची क्षमता सुनिश्चित करण्यासाठी आणि जवळच्या थरांचे विभाजन विमान ओलांडण्याचा धोका टाळण्यासाठी, शक्यतो 3 पॉवर सिग्नलच्या आत 5 पेक्षा जास्त पॉवर सिग्नल नसण्याचा प्रयत्न करा.
१०. टोक मोठे आहेत आणि मध्यम लहान आहेत अशा परिस्थिती टाळण्यासाठी, लांबलचक किंवा डंबल-आकाराच्या विभागांशिवाय, शक्य तितक्या नियमितपणे पॉवर प्लेन विभाग ठेवले पाहिजेत. सध्याची वाहून जाण्याची क्षमता पॉवर कॉपर प्लेनच्या सर्वात अरुंद रुंदीच्या आधारे मोजली पाहिजे.
शेन्झेन अँके पीसीबी कंपनी, लिमिटेड
2023-9-16
पोस्ट वेळ: सप्टेंबर -19-2023





